



Les fondamentaux REP

Un système performant pour des pièces en caoutchouc fiables et précises
Qu’est ce que le " flash?"
Lorsque qu’une pièce est moulée, des excédents de matière, également appelés flash ou bavures, sont présents.
Généralement, cela est dû à la déformation du système via la force de fermeture des plateaux et des traverses :
- Si la traverse inférieure est plus rigide que la traverse supérieure, il y a risque de formation de bavures au milieu du moule.
- Si la traverse supérieure est plus rigide que la traverse inférieure, il y a risque de formation de bavures sur les côtés extérieurs du moule.
L’importance du parallélisme
Les traverses des presses REP sont optimisées en rigidité selon la méthode des éléments finis. Des écrous réglables sur les traverses permettent d’obtenir un parallélisme parfait.
Un petit détail qui à toute son importance lors du verrouillage des plateaux : le contrôle sous charge du système est respecté dans son intégralité pour une répartition de la pression de verrouillage adéquate.
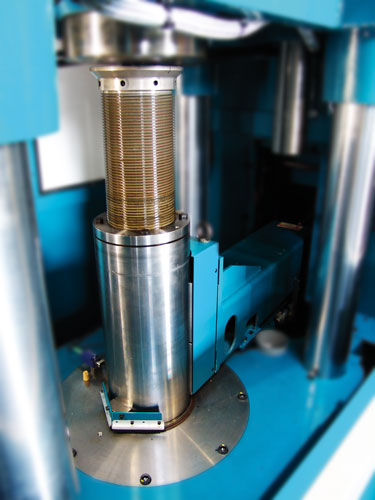
Fermeture 3 temps : la fiabilité pour les grandes productions
Pour les presses de 160 à 800 tonnes et plus (1200 et 2000 tonnes), la fermeture rapide est assurée par deux vérins hydrauliques.
Une cale pivotante vient s’intercaler entre la traverse mobile et la vis de réglage moule.
Le verrouillage est assuré par un vérin intégré dans la traverse fixe à l’opposé de l’unité d’injection.
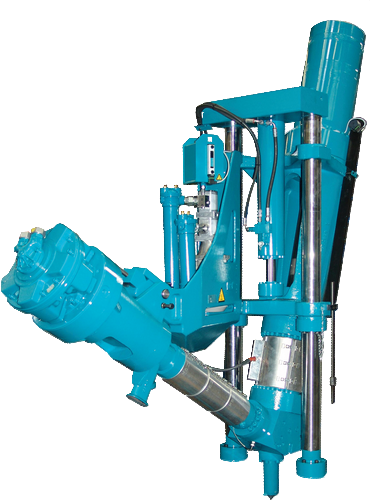 Le point fort de l’injection REP : n’avoir aucun point faible.
Le point fort de l’injection REP : n’avoir aucun point faible.
La conception de l’unité d’injection REP permet l’avalement et l’injection des élastomères dans une plage de viscosité et de dureté sans équivalent sur le marché.
